
-


-



WhatsApp

-

WeChat

Китай дизель генераторная установка тепловоза завод
Когда говорят про китайские дизельные генераторы для ж/д техники, многие сразу представляют дешёвые аналоги — и зря. На примере завода Камусылэ видно, как специфика тепловозных установок требует совершенно иного подхода, чем стационарные генераторы. Вот уже три года работаю с их оборудованием, и до сих пор сталкиваюсь с нюансами, которые в документации не опишешь.
Особенности тепловозных дизель-генераторов
Главное отличие — вибрационные нагрузки. Если для промышленного генератора допустимые колебания прописываются строго по ГОСТ, то в тепловозе каждый стык рельсов даёт ударную нагрузку на раму. На заводе Камусылэ сначала не учитывали этот момент — первые партии генераторов дали трещины в креплениях через 200 моточасов.
Пришлось пересматривать конструкцию опорных узлов. Добавили демпфирующие прокладки из спецрезины, но это повлияло на теплоотвод — летом в южных регионах Россия установки перегревались. Целый месяц инженеры с нами тестировали разные комбинации материалов, пока не нашли баланс между вибростойкостью и охлаждением.
Сейчас используют кремний-органические композиты — дорого, но для узбекских и казахских заказчиков, где перепады температур до 50 градусов, это оказалось единственным рабочим вариантом. Кстати, их сайт https://www.camsler.ru об этом ни слова — типично для китайских производителей, техдокументацию приходится дополнять самим.
Проблемы адаптации к российским условиям
Морозостойкость — отдельная головная боль. Стандартные китайские уплотнители дубели при -25°C, а в Красноярске бывает и -45°C. В 2022 году пришлось экстренно менять сальники на всех поставленных установках — завод пошел навстречу, но половину стоимости модернизации покрыли мы.
Интересно, что для газопоршневых агрегатов ситуация обратная — у Камусылэ с газом работают лучше, чем с дизелем. Видимо, сказывается опыт по газогенераторам для Шанхая. Но в тепловозах газ почти не применяется — требования взрывобезопасности другие.
Сейчас экспериментируем с подогревом топливных магистралей — завод предлагает штатные решения, но для наших условий они слабоваты. Пришлось докупать немецкие ТЭНы и переделывать схему.
Нюансы технического обслуживания
Регламент ТО у китайцев часто не совпадает с нашими нормативами. Например, они рекомендуют менять масло через 500 часов, но при наших нагрузках лучше делать это через 350. При этом фильтры у них качественные — выдерживают до 600 часов без потери давления.
Свечи накаливания — слабое место. Ставили корейские аналоги — работают дольше, но пришлось перепаивать контроллеры. Заводские инженеры сначала сопротивлялись, потом сами переняли этот опыт для поставок в Монголию.
Кстати, о контроллерах — программное обеспечение periodically сбрасывает настройки при сильных вибрациях. Пришлось прописывать дополнительную защиту в PLC-модулях. Сами китайцы признают проблему, но глобального решения пока нет — только ручной сброс.
Кейсы из практики эксплуатации
В прошлом году на сортировочной станции под Новосибирском два генератора вышли из строя одновременно — оказалось, виновата не техника, а неправильное заземление. По стандартам Камусылэ требуется контур 4 Ом, а у нас сделали на 8 Ом — скачки напряжения убили регуляторы.
Ещё запомнился случай с перегревом — термодатчик показывал норму, а двигатель фактически кипел. Разобрались — датчик стоял слишком далеко от выпускного коллектора. Теперь при монтаже всегда проверяем расположение по тепловизору.
А вот с совместимостью с российскими системами мониторинга проблем нет — протоколы ModBus работают стабильно. Это редкий случай, когда китайское оборудование без доработок стыкуется с нашим софтом.
Перспективы развития технологий
Сейчас Камусылэ тестирует гибридные установки — дизель плюс суперконденсаторы для пиковых нагрузок. Для маневровых тепловозов идеально — пусковые токи снижаются на 40%. Но стоимость пока завышена — окупаемость 7 лет против 3 у традиционных решений.
Интересно их ноу-хау с системой рекуперации — при торможении генератор переходит в режим двигателя, подзаряжая аккумуляторы. В тестах экономия топлива до 15%, но износ щёток увеличивается вдвое. Пока неясно, стоит ли игра свеч.
К 2025 году обещают выпуск полностью цифровых генераторов с ИИ-контролем износа — звучит футуристично, но учитывая их темпы развития, вполне вероятно. Главное — чтобы цена осталась адекватной.
Выводы для практиков
Работать с китайскими установками можно и нужно — но только при условии глубокой адаптации. Завод Камусылэ дает хорошую базу, но финальную доводку приходится делать самостоятельно.
Важно сразу закладывать 15-20% бюджета на доработки — экономия на этом этапе потом выйдет боком. И обязательно личное общение с инженерами — через официальных дилеров многие нюансы теряются.
В целом за 3 года процент брака снизился с 8% до 1.5% — видно, что производитель учится на ошибках. Для ж/д техники это неплохой показатель, особенно учитывая цену против европейских аналогов.
Соответствующая продукция
Соответствующая продукция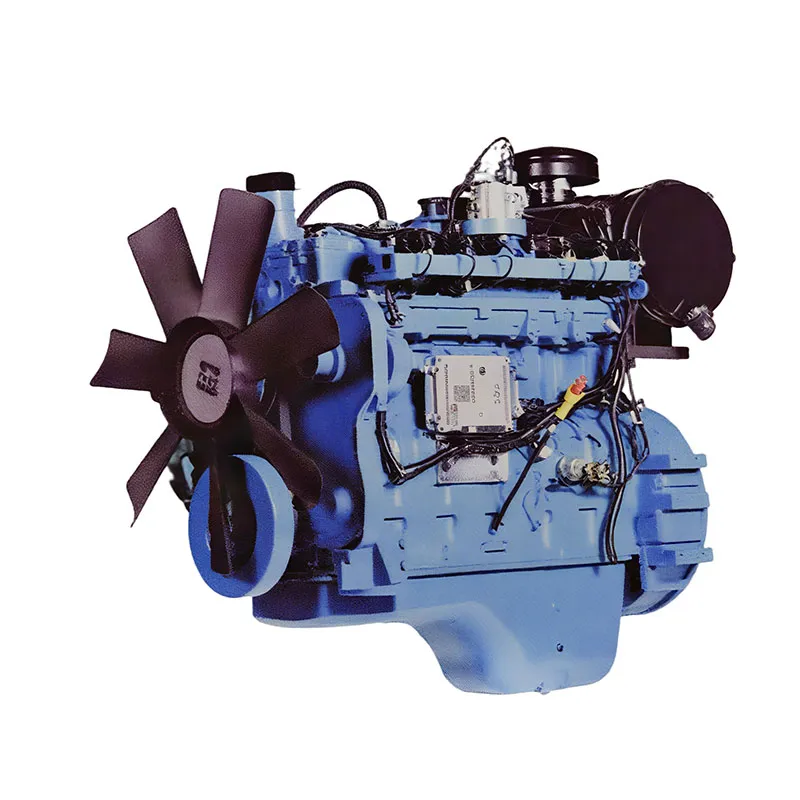



Самые продаваемые продукты
Самые продаваемые продукты-
 Газовые двигатели (СУГ) CS4A-P
Газовые двигатели (СУГ) CS4A-P -
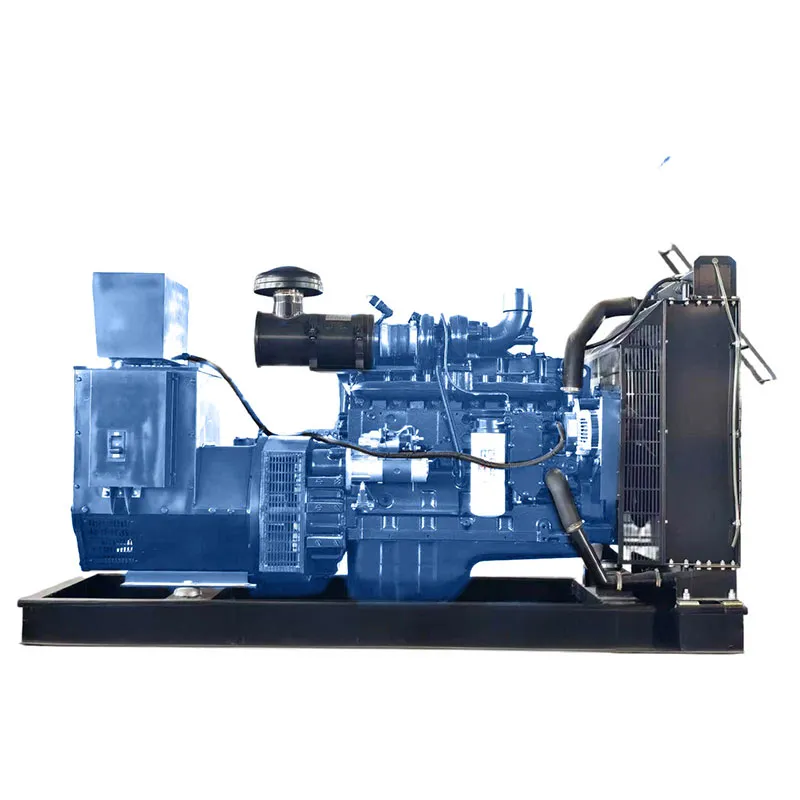 CS4A-QCS6D Дизельная Генераторная Установка
CS4A-QCS6D Дизельная Генераторная Установка -
 Вкладыши коренные
Вкладыши коренные -
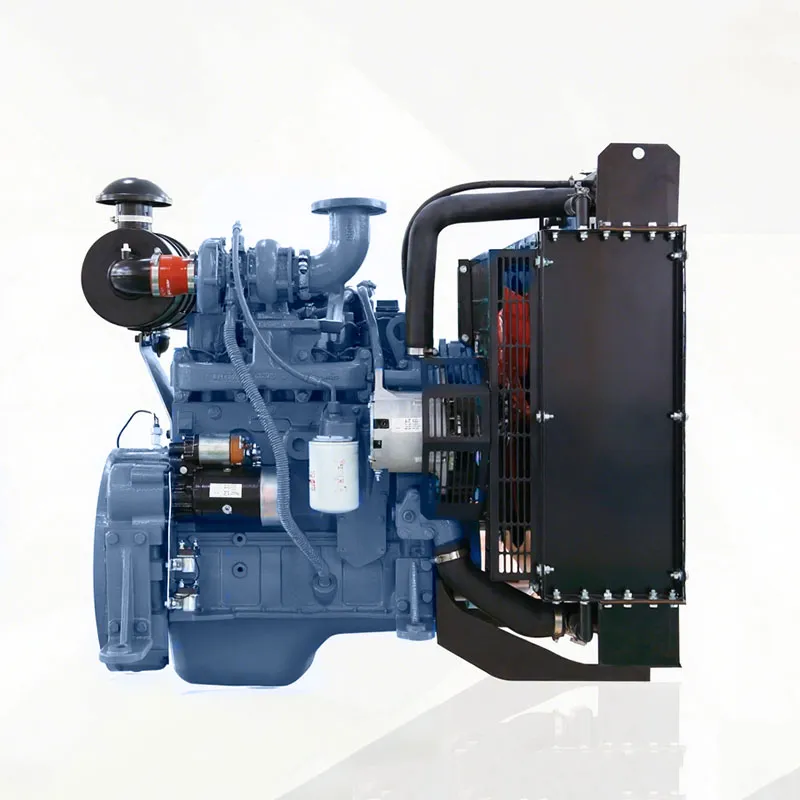 Рядный 4-цилиндровый дизельный двигатель Camlser CS4A
Рядный 4-цилиндровый дизельный двигатель Camlser CS4A -
 Генераторные установки в шумозащитном кожухе
Генераторные установки в шумозащитном кожухе -
 Блок цилиндров CS16VE
Блок цилиндров CS16VE -
 Коленчатый вал CS12VE
Коленчатый вал CS12VE -
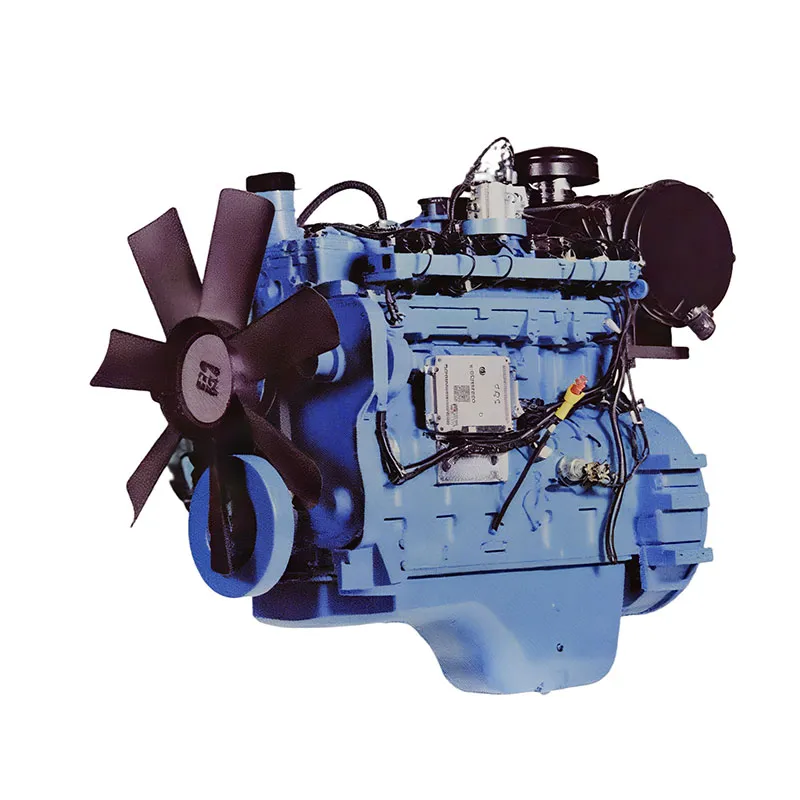 Газовые двигатели (природный газ) CS6DT-N
Газовые двигатели (природный газ) CS6DT-N -
 Блок цилиндров CS6E
Блок цилиндров CS6E -
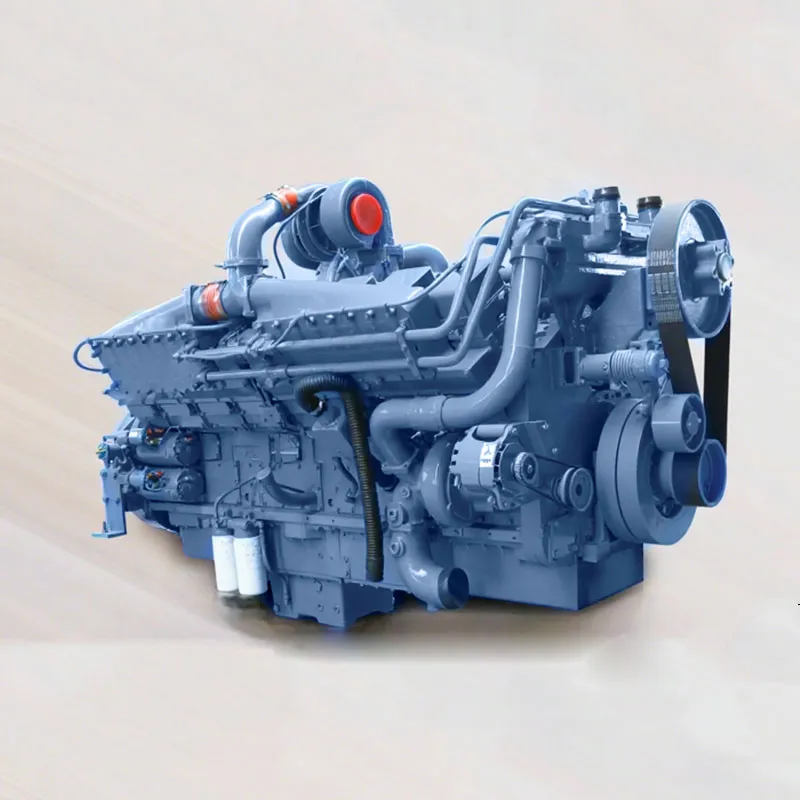 Дизельный двигатель Camlser V16 CS16VE
Дизельный двигатель Camlser V16 CS16VE -
 Газовые двигатели (природный газ) CS6BT-N
Газовые двигатели (природный газ) CS6BT-N -
 Поршень
Поршень
Связанный поиск
Связанный поиск- высокоэффективная газовая генераторная установка завод
- дизельные двигатели дойц Производитель
- Китай генераторные установки с техническими решениями для двигателей Производитель
- газопоршневая установка для горнодобывающей промышленности
- Китай дизели для внедорожных генераторных установок цена
- двигатель дойц 1011 заводы
- дизельная генераторная установка Поставщик
- Китай генераторные установки Вольво Пента Производитель
- Китай низкошумные генераторные установки в звукозащитном кожухе Поставщик
- газовая генераторная установка для стройплощадок Поставщики